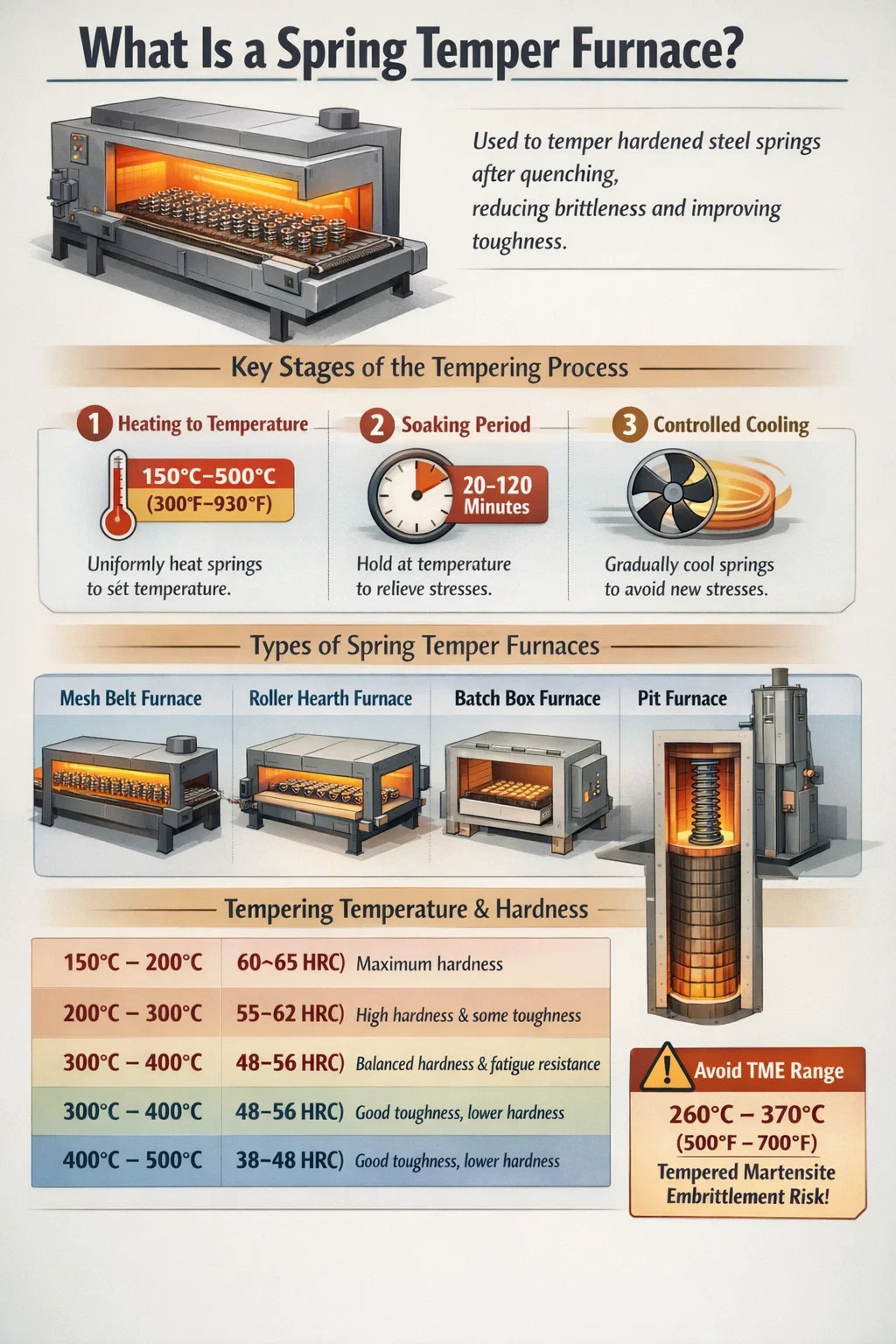
スプリングテンパー炉は、鋼製スプリングを硬化後に焼き戻すために特別に設計された工業用熱処理炉の一種です。その主な仕事は、硬化したばね鋼を制御された温度 (通常は 150°C および 500°C (300°F ~ 930°F) — 一定期間保持し、その後、制御された方法で冷却させます。このプロセスにより、焼入れおよび硬化中に発生した内部応力が緩和され、硬度が指定された範囲に調整され、完全に硬化したばねには存在しないある程度の靭性と弾性が回復します。
焼き戻しを行わないと、硬化したばねは脆くなり、負荷がかかると突然破損しやすくなります。スプリング テンパー炉は、硬いが壊れやすい部品を、数百万回の圧縮または伸張サイクルにわたって確実に機能する、耐久性があり、耐荷重性があり、耐疲労性のある部品に変えるものです。
生産環境では、自動車製造、航空宇宙、精密機器製造、重機の各分野でスプリングテンパリング炉が使用されています。これらには、メッシュベルト連続炉、ローラーハース炉、バッチボックス炉、ピット炉など、いくつかの構成があり、それぞれが異なるばね形状、生産量、合金仕様に適しています。
スプリングテンパー炉の動作原理は、正確な熱サイクルを中心としています。鋼製のばねが硬化した後、通常は上記の温度でオーステナイト化します。 800°C (1470°F) その後、油、水、またはポリマー中で急速に急冷すると、形成されるマルテンサイト微細構造は非常に硬いですが、応力が高く脆くなります。スプリングテンパー炉での焼き戻しは、一連の固体冶金反応を引き起こすことでこの問題に対処します。
炉は、ばね荷重を目標の焼き戻し温度まで均一に加熱します。均一性が重要です - 均一な温度差 ±10℃ 負荷全体にわたって一貫性のない硬度値が生成される可能性があります。高品質のスプリングテンパー炉は、独立して制御される複数の加熱ゾーン、強制対流ファン、高密度発熱体またはラジアントチューブを使用して、作業チャンバー全体で±5°C以内の温度均一性を実現します。
スプリング断面全体にわたって目標温度に到達すると、炉は均熱期間中その温度を維持します。浸漬により、マルテンサイト格子に捕捉された炭素原子が拡散し始め、炭化物析出物が形成されます。この炭化物の析出により格子歪みが緩和され、脆性が軽減され、延性が回復します。浸漬時間はセクションの厚さとスプリングのサイズによって異なります。小さなワイヤー スプリングだけで十分な場合があります。 20~30分 ただし、重いコイル スプリングやトーション バーが必要な場合があります。 60~120分 またはそれ以上。
浸漬後、スプリングは炉内の空冷、制御された雰囲気の冷却前室、または周囲空気への除去によって冷却されます。焼き戻し後の冷却速度は、一般に硬化中ほど重要ではありませんが、それでも管理する必要があります。焼き戻し温度からの急速な冷却は表面応力を再導入する可能性があるため、ほとんどのばね焼き戻し炉では、特に大きなばね断面の場合、徐々に冷却することができます。
多くのスプリング テンパー炉は、焼き戻しサイクル中の表面の酸化と脱炭を防ぐために、制御された雰囲気 (通常は窒素、吸熱ガス、または窒素とメタノールの混合ガス) の下で動作します。表面の酸化により、ばね用途で最も重要な 2 つの特性である疲労寿命と耐食性が低下する可能性があります。保護雰囲気炉は複雑さとコストを増加させますが、自動車のバルブ スプリング、航空機の着陸装置のスプリング、手術器具のスプリングなどの精密スプリング製造では標準装備されています。
スプリングテンパー炉で選択された焼き戻し温度は、完成したスプリングの最終的な機械的特性を直接決定します。これは小さな調整ではなく、 焼き戻し温度50℃ 硬度を 3 ~ 6 HRC ポイント変更し、引張強さと伸びの値を劇的に変えることができます。
| 焼き戻し温度範囲 | 標準硬度 (HRC) | 主要な不動産の成果 | 共通の Spring アプリケーション |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | 最大の硬度、限られた延性 | 精密機器用ばね |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | 硬度が高く、ある程度の靭性がある | クロックスプリング、ロックスプリング |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | バランスの取れた硬度と耐疲労性 | 自動車用バルブスプリング、サスペンションスプリング |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | 靭性は良好、硬度は低い | 重荷重コイルばね、鉄道ばね |
避けるべき重要なゾーンの 1 つは、 焼戻しマルテンサイト脆化 (TME) 範囲 、通常は次の間 260°C および 370°C (500°F ~ 700°F) 。この範囲内で焼き戻しを行うと、実際には靱性が向上するのではなく低下する可能性があり、これは旧オーステナイト粒界での炭化物の析出によって引き起こされる現象です。責任あるスプリングテンパー炉のオペレーターは、この範囲内に留まるのではなく、この範囲を下回るか超えるように焼き戻しサイクルを設計します。これが、自動車のバルブ スプリングの仕様で 380 °C ~ 420 °C 以上での焼き戻しが指定されることが多い理由の 1 つです。
ばね業界では、ばねの焼き戻しプロセスにいくつかの異なる炉構成が使用されています。それぞれに、特定のばねの種類、生産量、合金システムに適した技術的な利点があります。
メッシュベルト炉は、大量のばね製造において最も一般的な構成です。スプリングはステンレススチールメッシュベルトに搭載されており、加熱ゾーン、浸漬ゾーン、冷却ゾーンを連続的に通過します。生産率は以下に達します 500~2,000kg/時間 炉の長さと幅によって異なります。ベルト速度とゾーン温度は個別に調整できるため、浸漬時間と温度プロファイルを正確に制御できます。メッシュベルト炉は、小型から中型のコイルスプリング、ワイヤーフォームスプリング、およびフラットスプリングに最適です。主な制限は、大きすぎるスプリングや重いスプリングを使用すると、時間の経過とともにベルトが変形する可能性があることです。
ローラーハース炉では、水冷ローラーまたは合金ローラーを使用して、トレイまたは固定具上で炉内にスプリングを搬送します。メッシュ ベルト システムよりも重い荷重に対応し、より大きなスプリング アセンブリに対応し、より正確な雰囲気制御が可能になります。これらの炉は、自動車のサスペンション コイル、スタビライザー バー、トーション スプリングの焼き戻しに一般的です。使用温度範囲は周囲温度から最高30℃までです。 700°C (1290°F) ほとんどのローラーハース設計では、非常に厳密な温度均一性 (通常 ±4°C) が最新のシステムで達成可能です。
バッチ炉には一定量のスプリングが装填され、温度が上昇し、浸漬され、その後アンロードされます。最大限の柔軟性を提供します。同じ炉で、さまざまなシフトでさまざまなサイズと仕様のばねを処理できます。そのため、ジョブショップや中量生産環境で人気があります。トレードオフは、スループットの低下と、バッチ全体で均一な温度を確保するのに十分な長さの熱浸漬期間が必要になることです。ばね焼き戻しに使用される適切に設計されたバッチボックス炉には、通常、次のような特徴があります。 強制再循環ファン 高密度の充電が行われた場合でも、±5°C 以内の温度均一性を保証します。
平らに置くのが難しい長いスプリング、トーションバー、または板バネの束の場合、縦型ピット炉が実用的なソリューションを提供します。ばねまたはばねアセンブリは炉室内で垂直に吊り下げられます。これにより、長い棒や多板スプリング パックを焼き戻すときに懸念される重力による歪みが防止されます。ばね焼き戻し用のピット炉は通常ガスで加熱され、深さまで達する場合があります。 2~6メートル 、非常に長いコンポーネントをコンパクトな表面設置面積に収容できます。
塩浴焼き戻し炉では、加熱媒体として溶融硝酸塩または塩化物塩が使用されます。温泉は液体塩浴に浸されており、 非常に迅速かつ均一な熱伝達 — 空気の対流よりもはるかに速い。これにより、サイクル時間が非常に短くなり、優れた温度安定性が得られます。塩浴炉は、厳しい硬度公差 (±1 HRC) が要求される精密ばねの焼き戻しに特に価値があります。運用上の主な課題は、塩分の汚染管理、ヒュームの抽出、および 160°C ~ 550°C の運用温度における溶融塩の潜在的な危険性です。
スプリングテンパー炉の内部にあるものを理解すると、一部の炉が他の炉よりも優れた結果を生み出す理由がわかります。各コンポーネントは、最終的なばねの品質を決定する温度の均一性、雰囲気の完全性、再現性に貢献します。
スプリングテンパリングプロセスは、万能ではありません。ばね鋼合金が異なれば、熱処理に対する反応も異なるため、処理する特定の合金に合わせて、ばね焼戻し炉を正しい温度プロファイルで設定する必要があります。
高炭素鋼は最も一般的なばね材料であり、ばね焼戻し炉の主なターゲットです。それらの炭素含有量は、 0.60%~1.00% 焼入れ後に非常に高い硬度を達成することができます。これらのグレードは通常、200°C ~ 400°C で焼き戻されます。 300°C では、1080 ばね鋼は通常、約 1,800~2,000MPa 硬度は 52 ~ 57 HRC の範囲です。
シリコン - クロム合金は、バルブ スプリングやサスペンション スプリングにとって重要な特性である、負荷時の緩和に対する優れた耐性を備えています。これらのグレードは通常、より高い温度で焼き戻されます。 420℃~480℃ 、シリコンとクロムによって提供される強化メカニズムを完全に活性化します。これらの温度では、焼き戻し応答曲線が急峻であるため、ばね焼き戻し炉は非常に厳密な均一性を維持する必要があります。小さな温度偏差によって顕著な硬度のばらつきが生じるからです。
6150 は、自動車および産業用のコイルばねおよび板ばねとして人気のある合金です。バナジウムの添加により結晶粒構造が微細化され、焼入性が向上します。焼き戻し温度 400℃~500℃ が典型的であり、引張強度は次の範囲になります。 1,600~1,900MPa セクションサイズと特定の焼き戻し温度によって異なります。
ステンレスばね鋼には特別な考慮が必要です。 17-7 PH などの析出硬化グレードは、特定の温度での時効処理によって強化されます。通常、 480℃(条件CH900) または 510℃(RH950条件) — 従来の焼き入れと焼き戻しのサイクルではなく。ステンレススプリングに使用されるスプリングテンパー炉では、耐食性を損なう表面のクロムの消耗を防ぐために、非常に正確な雰囲気制御を行う必要があります。
スプリングテンパー炉の良さは、それを取り巻く品質管理システムによって決まります。自動車または航空宇宙の品質基準に従って活動するばねメーカーは、焼き戻し作業に関して厳格なプロセス管理を維持しています。
ほとんどの航空宇宙および自動車の仕様では、スプリングテンパー炉の温度均一性調査を定期的に行う必要があり、通常は四半期ごとに実施されます。 TUS では、校正済みの熱電対が作業ゾーン全体の複数の位置に配置され、炉は標準の動作設定値で運転されます。すべての測定点にわたる最大許容偏差は、指定された帯域内に収まる必要があります。通常は、 クラス 2 炉の場合は ±5°C AMS2750 (Nadcap 高温測定規格) による。 TUS 要件を満たさない炉は、使用を再開する前に再校正または修理する必要があります。
TUS に加えて、炉の温度制御機器は、毎月または指定された間隔で実行されるシステム精度テストを通じて、校正された基準熱電対に対して検証されます。これにより、炉コントローラによって表示される温度測定値が作業ゾーンの実際の温度と実際に一致することが保証されます。
焼き戻しを実行するたびに、サンプル スプリングの硬度がテストされます (通常はロックウェル C スケールを使用します)。バッチが指定された硬度範囲に達しているかどうかが確認されます。たとえば、自動車のバルブ スプリングの仕様では、一般に次の硬度が要求されます。 47~52HRC 、サンプルがこのウィンドウの外にある場合、バッチ全体が拒否される可能性があります。
重要な用途の場合、焼き戻しバッチからサンプリングされたばねは、ばね定数と自由長を確認するための荷重たわみ試験と、焼き戻しサイクルによって適切な疲労寿命が得られたことを確認するための疲労試験を受けます。高性能エンジンに使用される自動車用バルブ スプリングは定期的に検査され、 1,000万サイクル以上 指定されたストレスレベルで故障することなく動作します。
スプリングテンパー炉を適切にメンテナンスしていても、製品の品質に影響を与える問題が発生する可能性があります。これらの問題とその根本原因を特定することは、一貫した生産のために不可欠です。
最新のスプリングテンパー炉は、20 年前の設備に比べてエネルギー効率が大幅に向上しています。断熱材、発熱体技術、燃焼システムの進歩により、エネルギー消費量は大幅に減少しました。
セラミックファイバーライニングモジュールは、緻密な耐火レンガと比較して、炉壁の蓄熱と熱損失を削減します。レンガからセラミックファイバー断熱材に改修すると、エネルギーが節約されます。 20%~40% 加熱時間が短縮され、炉の可用性とスループットが向上することが一般的に報告されています。
可変周波数ドライブ (VFD) を再循環ファン モーターとコンベア ドライブに取り付けることで、ファン速度とベルト速度を生産率とバネ荷重に正確に一致させることができ、アイドル期間または部分負荷時の不必要なエネルギー消費を削減できます。
ガス焚きスプリングテンパー炉では、復熱装置またはリジェネレーティブ バーナー システムが排気ガスから熱を回収し、それを燃焼用空気の予熱に使用します。復熱システムは燃焼空気温度を最高まで上昇させることができます。 400℃~600℃ 、燃料消費量を削減します 25%~35% 冷気燃焼との比較。
最新のスプリングテンパー炉には、データロギング、SCADA 統合、さらには機械学習ベースの予知保全が組み込まれることが増えています。要素抵抗、ファンモーター電流、熱電対校正ドリフト、雰囲気組成を継続的に監視することで、メンテナンスチームは故障が発生する前に介入のスケジュールを立てることができ、生産スケジュールを混乱させ、部分的に焼き戻ししたスプリングバッチを品質リスクにさらす可能性がある計画外のダウンタイムを削減できます。
ばね焼き戻しは、応力除去や焼きなましと混同されることがあります。これらは関連していますが別個の熱処理プロセスであり、その違いはばねの製造において非常に重要です。
| プロセス | 温度範囲 | 目的 | 硬度への影響 |
|---|---|---|---|
| スプリングテンパリング | 150℃~500℃ | 硬化後の脆性を軽減し、最終的な機械的特性を設定します | 焼入れのままの硬度から指定された目標値まで硬度を低下させます |
| ストレス解消 | 120℃~250℃ | 冷間成形されたスプリングから巻線またはコイルの応力を除去します。 | 硬度の変化が少ない |
| アニーリング | 700℃~900℃ | 成形または機械加工用の完全に軟化した鋼 | 大幅な縮小 - 非常に柔らかい材料が得られます |
あらかじめ硬化されたワイヤ (ミュージック ワイヤや硬伸線など) から作られた冷巻きスプリングは、ワイヤがすでにワイヤ ミルで焼き戻されているため、通常、完全な焼き戻しではなく応力除去が行われます。ストレス解消トリートメントは、 120℃~230℃で20~30分 硬度を大きく変えることなく、コイル巻き応力を取り除き、スプリングの形状を安定させます。対照的に、熱間巻きスプリングは臨界変態温度を超えて巻き取られるため、成形後にスプリングテンパー炉での完全な硬化と焼き戻しが必要です。
スプリングテンパー炉を選択するには、いくつかの操作要件のバランスをとる必要があります。間違った選択をすると、泉質が悪くなったり、過剰な設備投資が高価になったりすることになります。

TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
See Details
TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
See Details
TK12120 TK-12120 12 軸 CNC スプリングコイリングマシン ...
See Details


TK-5200 TK-5200 5軸CNCスプリングコイリングマシン ...
See Details
TK-5160 TK-5160 5軸CNCスプリングコイリングマシン ...
See Details
TK-5120 TK-5120 5軸CNCスプリングコイリングマシン ...
See DetailsモバイルQRコード

 Language
Language  中文简体
中文简体

