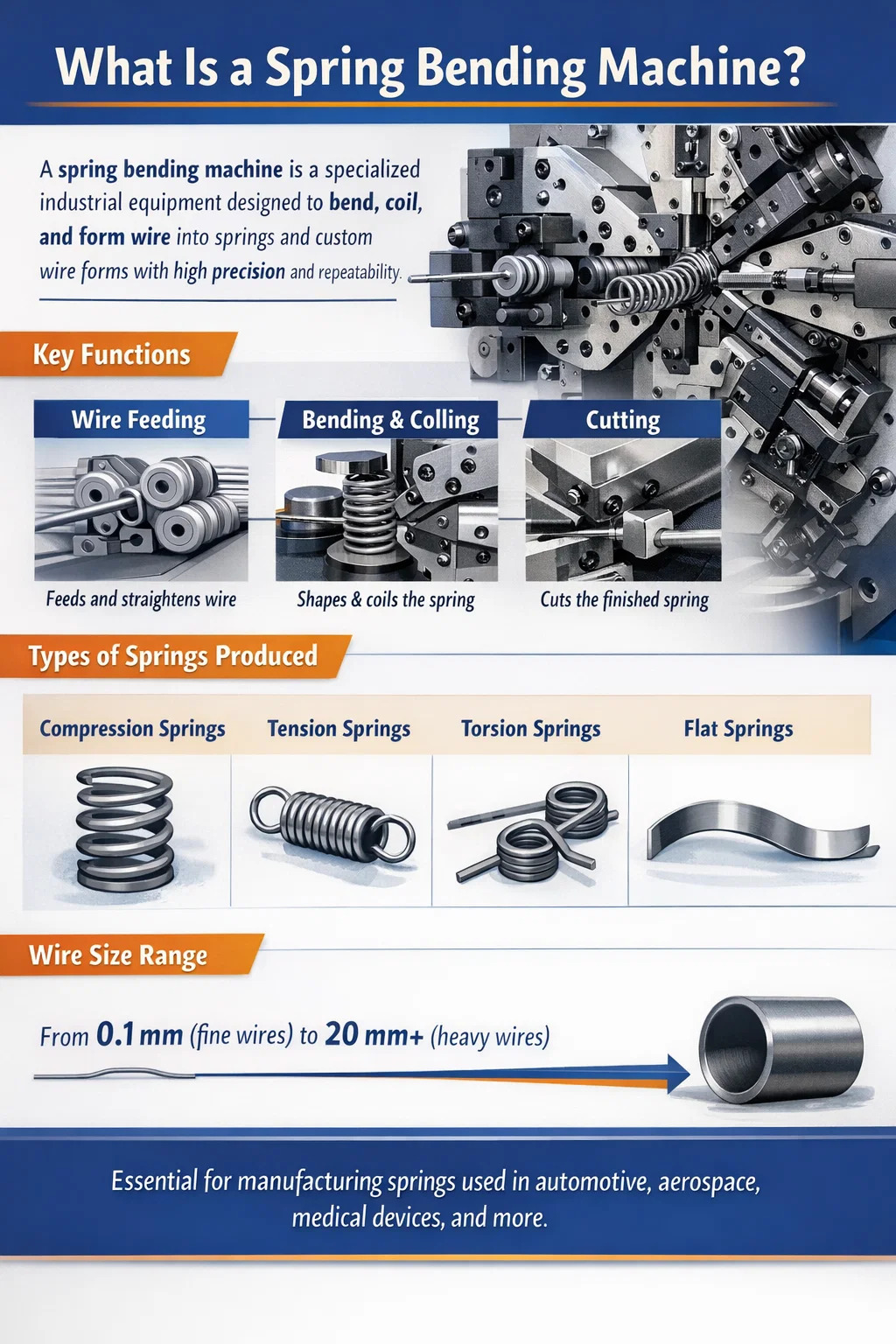
あ スプリングベンディングマシン は、ワイヤまたはストリップ材料を曲げ、コイル状に形成し、バネやバネ状コンポーネントに成形するように設計された特殊な産業用機器です。送り、曲げ、切断機構の組み合わせにより、各スプリングの形状、ピッチ、直径、端の構成を制御します。汎用のワイヤー成形機とは異なり、スプリングベンディングマシンは、圧縮バネ、引張バネ、ねじりバネ、板バネ、およびカスタム形状のワイヤーフォームを高い再現性で最小限の手動介入で製造するために特別に最適化されています。
スプリング曲げ機は、細径から細径までの線径に対応します。 0.1mm (精密電子バネの場合) 厚さまで 20mm以上 (重工業用懸架ばね用)。 CNC 制御モデルでは、1 台の機械に何百ものパーツ プログラムを保存し、ばねのタイプを数分で切り替えることができるため、現代のばね製造の基礎となっています。
世界のばね製造業は充実しています。スプリングは、ボールペンや医療機器から自動車のサスペンションや航空宇宙用アクチュエーターに至るまで、ほぼすべての機械製品に使用されています。春の市場は以上の価値があった 2023年に240億ドル 、およびスプリング曲げ機械が、この生産物の背後にある主要な生産ツールです。これらの機械が何であるか、またどのように動作するかを理解することは、ばねの製造、調達、エンジニアリング設計に携わるすべての人にとって不可欠です。
スプリングベンディングマシンの動作原理は、次の 3 つの調整された動作を中心としています。 ワイヤ送給、制御された曲げ、切断 。これら 3 つの機能は正確にタイミングを合わせて順序付けされており、1 回の連続操作で完全なスプリングを生成します。各フェーズの仕組みは次のとおりです。
ワイヤはコイル スプール (または重いワイヤの場合は矯正バー フィーダー) から引き出され、一連の矯正ローラーを通過します。これらのローラーは、ワイヤー コイルから自然な曲率 (「セット」) を取り除き、ワイヤーが一貫した直線で曲げゾーンに入るようにします。矯正ユニットは通常、互いに 90 度に配置された 2 組のローラーで構成され、1 組は水平面を修正し、もう 1 組は垂直面を修正します。
あfter straightening, a pair of servo-driven feed rollers grips the wire and pushes it forward at a controlled speed and length. The feed length determines where each bend will occur relative to the previous one, which directly controls the spring's pitch, body length, and end geometry. In CNC spring bending machines, the feed servo motor is programmed to deliver precise increments — sometimes accurate to 送りステップあたり ±0.01mm .
あs the wire is fed forward, it contacts bending tools (also called bending fingers, coiling pins, or pitch tools) that deflect it into the desired shape. In coil spring production, the wire is deflected around a coiling point (a hardened steel pin or mandrel) to produce the helical coil. The position of the coiling point relative to the wire path determines the coil diameter. The pitch tool — positioned axially along the wire — controls the spacing between adjacent coils.
曲げツールは、サーボ モーター (CNC 機械の場合) または機械式カム (カムタイプの機械の場合) によって駆動されるスライドまたはカムに取り付けられます。 CNC スプリング曲げ機では、ワイヤ送給サイクル中の任意の時点で任意の位置に移動するように、各曲げ軸を個別にプログラムできます。これにより、この機械は、可変ピッチ スプリング、樽型スプリング、円錐スプリング、複雑な 3D ワイヤー フォームをすべて 1 つのセットアップで製造できるようになります。
トーション スプリングやその他の非コイル形状の場合、曲げフィンガーはワイヤに沿った特定の点で正確な角度の曲げを適用します。機械は設定された長さで送り、プログラムされた角度で曲げ、再び送り、再び曲げます。これを完全なスプリング ジオメトリが完成するまで繰り返します。曲げ角度は次のように制御できます ±0.5度以上 高品質の CNC マシンで。
プログラムされたスプリングの形状が完了すると、切断機構がワイヤーを切断して、完成したスプリングを入ってくるワイヤーから分離します。カッターは通常、カムまたはサーボ軸によって駆動される硬化鋼の刃です。機能的な欠陥を避けるために、カットはきれいでバリのないものでなければなりません。特に圧縮スプリングの場合、端のコイルが表面上に平らに置かれなければなりません。一部の機械には、切断後に切断端を研削または平坦化し、高精度の圧縮バネに必要な閉じた研削端を製造する専用の端成形ステーションが含まれています。
あ critical aspect of the spring bending machine's working principle is managing スプリングバック — 曲げ後のワイヤーの弾性回復。ワイヤーを曲げると、塑性 (永久) 変形と弾性変形の両方が起こります。曲げ力が解放されると、弾性部分が回復し、ワイヤが部分的に元の形状に向かって跳ね返されます。補正しないと、完成したスプリングの直径がプログラムされたものよりも大きくなり、ピッチが異なります。
スプリングバックは、ワイヤーの材質 (ステンレス鋼は軟鋼よりもスプリングバックが大きい)、ワイヤーの直径、焼き戻し状態、および曲げ半径によって異なります。 CNC スプリング曲げ機は、計算されたオフセットによって公称ターゲットを超えて曲げツールの位置を設定し、過剰曲げによってスプリングバックを補正します。先進的な機械では、自動スプリングバック測定および補正システムが、前のいくつかの部品から測定されたスプリング寸法に基づいてツールの位置を継続的に調整します。
スプリングベンディングマシンは単一のカテゴリーではありません。いくつかの異なるマシンタイプが存在し、それぞれが異なるスプリングタイプ、生産量、ワイヤサイズ、複雑さレベルに適しています。適切なマシンタイプを選択することは、正しくプログラミングすることと同じくらい重要です。
カム型コイリングマシンは、スプリングの大量生産における伝統的な主力製品です。すべての軸の動きは、回転カムシャフトに取り付けられた機械式カムによって駆動されます。カムは希望のスプリング形状を作り出すようにプロファイルされており、スプリングの設計を変更するにはカムを物理的に交換または調整する必要があります。セットアップには時間がかかりますが、カムタイプの機械は非常に高速で動作します。一部のモデルでは、 毎分最大 500 個の圧縮スプリング - 単一のスプリング設計の大量生産に最適です。これらは堅牢で信頼性が高く、維持コストが比較的低いです。
CNC (コンピューター数値制御) スプリングコイリングマシンは、各軸の機械式カムをサーボモーターに置き換えます。各軸 (コイル直径、ピッチ、送り、カット) は、タッチスクリーン コントローラーを通じて個別にプログラム可能です。あるスプリング設計から別のスプリング設計への変更は、別のプログラムをロードすることで実現されます。機械的な切り替えは必要ありません。 CNCコイリングマシンは通常、 4 ~ 8 つの CNC 軸 圧縮、伸張、可変ピッチのスプリングを製造できます。生産速度は、ばねの複雑さとワイヤの直径に応じて、毎分 30 ~ 200 パーツの範囲です。
CNC ワイヤー ベンディング マシンまたは CNC ワイヤー フォーマーと呼ばれることが多いこのタイプは、ワイヤーをただ螺旋状にコイル状に巻くだけでなく、3 次元でワイヤーを曲げることができるという点でコイリング マシンとは異なります。と 8 ~ 16 軸以上の CNC 軸 、これらの機械は、特定のアーム角度を持つねじりバネ、ワイヤー クリップ、ブラケット、ハンドル、カスタム ワイヤー アセンブリなどの複雑な 3D ワイヤー フォームを製造できます。ワイヤーはあらゆる方向に曲げたり、回転させたり、ほぼあらゆる形状に成形したりできます。これらの機械は最も汎用性の高いタイプであり、カスタムのばねやワイヤーの成形品の製造には不可欠です。
平板バネ曲げ機 (ストリップ成形機または平板バネ機とも呼ばれます) は、平角線または金属ストリップを板バネ、平コイルバネ、時計バネ、および打ち抜き成形された板バネ部品に成形するために設計されています。平らなストリップ材料をプロファイルローラーと曲げダイを通して供給し、水平面および垂直面でストリップを成形します。これらの機械は、時計のゼンマイ、自動車の板バネクリップ、電気接点バネの製造に広く使用されています。
トーション スプリング マシンは、CNC スプリング ベンディング マシンの特殊なバージョンで、トーション スプリング (圧縮または伸長ではなくねじることによってエネルギーを蓄えるスプリング) の製造に最適化されています。スプリングの脚/アームを正確な角度 (通常は 90°、180°、またはカスタム角度) に曲げることができる専用のアーム曲げツールを備えています。まずボディコイルを巻いてから腕を曲げます。ねじりバネ機械は、脚の長さ、脚の角度、コイルの方向 (右巻きまたは左巻き) を正確に制御する必要があります。
| マシンタイプ | 生産されるスプリングの種類 | 一般的なワイヤ範囲 | 生産速度 | 切り替え |
|---|---|---|---|---|
| カム式コイラー | 圧縮、伸張 | 0.2~8mm | 最大500ppm | ロング(カムスワップ) |
| CNCコイリングマシン | 圧縮、伸張, variable pitch | 0.1~20mm | 30~200ppm | ショート(プログラムロード) |
| CNCワイヤーフォーマー | ねじれ、3D ワイヤーフォーム、カスタム | 0.3~12mm | 10~80ppm | ショート(プログラムロード) |
| 板バネ機 | 板バネ、フラットコイル、接点バネ | 平板 0.1~5mm | 20~150ppm | 中 |
| ねじりバネ機 | トーションスプリング | 0.2~10mm | 20~120ppm | ショート(プログラムロード) |
各主要コンポーネントの機能を理解することは、オペレーターが機械を正しくセットアップし、欠陥のトラブルシューティングを行い、装置を良好な状態に維持するのに役立ちます。ほとんどのばね曲げおよびコイリング機械に搭載されているコアコンポーネントは次のとおりです。
ばね曲げ機は、幅広い種類のばねを製造できます。各タイプには、異なる形状、機能、および製造要件があります。ここでは、最も一般的なスプリングの種類とその製造方法について詳しく説明します。
圧縮バネは、圧縮 (押す) 力に抵抗するオープンコイルの螺旋バネです。世界中で最も一般的に生産されているスプリングタイプで、ボールペンから自動車のバルブトレインまであらゆるものに使用されています。ワイヤーを一定のピッチでらせん状に巻いて製造されます。主なパラメータには、自由長、コイル直径 (OD および ID)、ワイヤ直径、アクティブなコイルの数、エンド タイプ (オープン、クローズ、オープン グラウンド、クローズド グラウンド) が含まれます。 閉じた端と接地端 コイリング後に二次研削作業が必要です。安定した着座面を提供するために、エンドコイルをディスクまたはセンタレスグラインダで平らに研削します。
引張りばねは、引張 (引っ張り) 力に抵抗する密巻きコイル スプリングです。これらは、ワイヤの端を曲げて取り付け用のループまたはフックにする特別なフック形成ステーションを備えたコイリングマシンで製造されます。ボディ コイルはゼロ ピッチ (コイルが接触する) で巻かれ、初期張力 (スプリングが伸び始める前に克服する必要がある事前応力) が生成されます。一般的なフック タイプには、マシン フック、ジャーマン フック、クロスオーバー フックがあり、それぞれが CNC コントローラーにプログラムされた特定の曲げツール シーケンスによって形成されます。
ねじりバネはねじられることで回転エネルギーを蓄えます。それらは、2 本の伸びる腕 (脚) を備えたコイル状の本体で構成されています。バネはねじり角度に比例したトルクを発揮します。 CNC ワイヤー成形機または専用のねじりバネ機で製造され、ボディがコイル状に巻かれ、アームが指定された角度に曲げられます。一般的な用途には、洗濯バサミ、ネズミ捕り、ガレージドアのカウンターバランスシステム、精密機器などがあります。 2 本のアームの間の角度 (「ねじれ角」) は、次の値に保つ必要があります。 ±1°以上 精密用途向け。
板バネは、丸線ではなく平角線または金属ストリップから作られます。これらには、板バネ (車両のサスペンションに使用されるもの)、時計および動力バネ (ストリップから巻かれたフラット コイル スプリング)、カンチレバー スプリング、および電気接点バネが含まれます。板バネ曲げ機械は、プロファイルローラーと曲げダイを通してストリップを形成します。精密板バネの厚さの公差は、次のように厳しくなる場合があります。 ±0.01 mm これには、正確なストリップ材料とよくメンテナンスされた機械の両方が必要です。
CNC スプリング曲げマシン、特に多軸 CNC ワイヤー フォーマーは、古典的なスプリング形状を超えて、クリップ、リテーニング リング、ブラケット、ハンドル、医療用ガイドワイヤー、歯列矯正用ワイヤー、複雑な 3D ワイヤー アセンブリなど、ほぼあらゆる形状をワイヤーから製造できます。これらの部品は弾性エネルギーを蓄えていない可能性がありますが (技術的にはバネではありません)、同じ送り、曲げ、カットの動作原理を使用するバネ曲げ機械で製造されます。
ワイヤー材料の選択は、スプリングの性能、機械のセットアップ、および必要なスプリングバック補償に大きく影響します。材料が異なれば、弾性率、引張強度、スプリングバック特性も異なります。スプリング曲げ機で加工される最も一般的な線材は次のとおりです。
ばね曲げ機を正しく設定して操作するには、体系的なアプローチが必要です。新しい圧縮スプリングを製造するために CNC スプリング コイリング マシンをセットアップする一般的な手順を次に示します。
ばねのエンジニアと機械オペレータは、機械の設定とばねパラメータの関係を理解する必要があります。 CNC バネ曲げ機で最も重要なバネの寸法がどのように制御されるかを次に示します。
| スプリングパラメータ | マシンコントロール | 達成可能な典型的な許容差 | 精度に影響を与える主な要因 |
|---|---|---|---|
| コイル外径(OD) | コイリングポイント位置 | ±0.05~0.2mm | スプリングバック、線径変化 |
| 自由長 | スプリングあたりのワイヤ送り長さ | ±0.1~0.5mm | フィードローラーの滑り、ワイヤー伸び |
| ピッチ | ピッチ tool position | ±0.05~0.2mm | スプリングバック、ワイヤーの剛性 |
| コイル数 | ワイヤ送り長さと切断タイミング | ±0.1~0.5コイル | カットのタイミング、ピッチの安定性 |
| バネレート | 間接的(外径、ピッチ、コイル数) | ±5~10% | ワイヤの弾性率の変化、すべての形状 |
| あrm Angle (Torsion) | 曲げツール角度 | ±0.5~2° | あngular springback, wire hardness |
手動およびカム式スプリング マシンから完全な CNC スプリング ベンディング マシンへの移行は、過去 30 年間のスプリング製造における最も大きな変化の 1 つです。 CNC の利点は説得力があり、実稼働環境では十分に文書化されています。
適切にセットアップされたスプリング曲げ機械であっても、プロセス条件が変動すると不良部品が発生します。一般的な欠陥とその根本原因を認識することは、品質を維持するために不可欠です。
ばね曲げ機業界には比較的少数の老舗メーカーがあり、そのほとんどはヨーロッパとアジアに拠点を置いています。業界で最も有名な名前の一部を以下に示します。
マシンの価格は機能によって大きく異なります。標準的なワイヤ サイズに対応する基本的な CNC スプリング コイリング マシンは、次の価格で開始できます。 30,000~80,000ドル ヨーロッパの高級メーカーのハイエンド多軸 CNC ワイヤ成形機は、 300,000~500,000米ドル 完全にツールが整い、自動検査システムが装備されている場合。
ばねは、最も広く使用されている機械部品の 1 つです。ばね曲げ機械は、非常に幅広い産業や製品で使用されるばねの製造に直接関与しています。
スプリング曲げ機械には、高速回転および往復運動する部品、高圧ワイヤー、鋭利な切削工具が必要です。適切な安全慣行はオペレーターを保護し、機械の信頼性を維持します。

TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
See Details
TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
See Details
TK12120 TK-12120 12 軸 CNC スプリングコイリングマシン ...
See Details


TK-5200 TK-5200 5軸CNCスプリングコイリングマシン ...
See Details
TK-5160 TK-5160 5軸CNCスプリングコイリングマシン ...
See Details
TK-5120 TK-5120 5軸CNCスプリングコイリングマシン ...
See DetailsモバイルQRコード

 Language
Language  中文简体
中文简体

