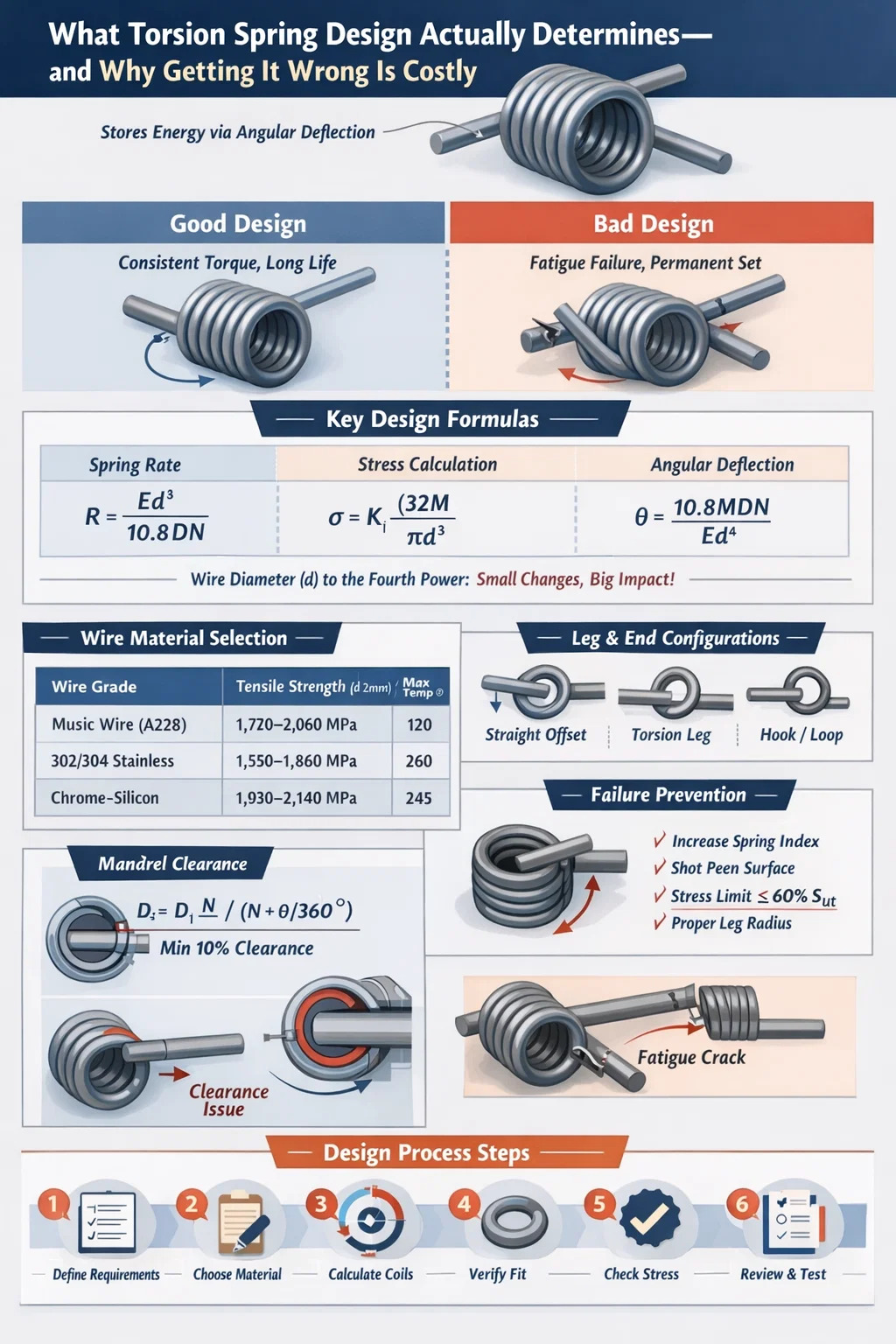
ねじりバネの設計は、線形の圧縮や伸張ではなく角度のたわみによってエネルギーを蓄えるバネの形状、材料、荷重特性、製造公差を指定するプロセスです。設計を正しく行うと、スプリングは数千、または数百万のサイクルにわたって一貫したトルクを提供します。それを間違えると、早期の疲労破壊、永久ヘタリ、または下流の機構を破壊する予測不可能なトルク曲線に直面することになります。
最も重要な設計結果は次のとおりです。 バネ定数(回転1度あたりのトルク) 、通常は N·mm/° または lb·in/° で表されます。他のすべてのパラメータ (ワイヤの直径、コイルの直径、アクティブなコイルの数、脚の形状、端の構成) がその数値に反映されます。ねじりバネ機械は設計で指定されたものしか製造できないため、設計段階での精度を高めることで、生産現場でのコストのかかる再作業が不要になります。
この記事では、基本的な方程式や材料の選択から、ねじりバネ機械によって課せられる製造上の制約、一般的な故障モード、大量生産で使用される実際的な公差戦略に至るまで、設計プロセス全体を説明します。
ねじりバネの設計は、確立された一連の機械方程式に基づいています。それらを理解することはオプションではありません。これらは、スプリングが動作寿命に耐えられるか、最初の数千サイクルで故障するかどうかを決定します。
角ばね定数 R は次のように計算されます。
R = Ed⁴ / (10.8 D N)
ここで、E は弾性率 (MPa)、d はワイヤ直径 (mm)、D は平均コイル直径 (mm)、N はアクティブなコイルの数です。硬鋼線の場合、E ≈ 196,500 MPa。ステンレス鋼 302/304 の場合、E ≈ 193,000 MPa;クロムシリコン (SAE 9254) の場合、E ≈ 201,000 MPa。
ワイヤの直径が 4 乗になることに注意してください。 dを10%増やすだけでバネレートは約46%アップします。これが、ねじりばねの設計において線径が最も敏感な変数である理由です。わずかな公差の偏差が最終的なばね定数に大きな影響を与えます。
ねじりばねワイヤの曲げ応力は次のとおりです。
σ = K_i × (32M) / (πd3)
ここで、M は適用モーメント (N・mm)、d はワイヤの直径、K_i は内部繊維応力補正係数 (ねじりバネの Wahl 係数とも呼ばれます) です。 K_i は曲率効果を考慮し、次のように定義されます。
K_i = (4C² - C - 1) / (4C(C - 1))
ここで、C はバネ指数 = D/d です。バネ指数 6 (一般的な値) の場合、K_i ≈ 1.24。 C = 4 のタイトなコイルの場合、K_i は約 1.40 まで上昇します。これは、きつめにコイル状に巻かれたスプリングでは、同じモーメントが加わった場合に内部繊維に 13% 高い応力がかかることを意味します。これは、疲労寿命が設計上の制約である場合、意味のある違いとなります。
合計の角度たわみ θ (度単位) は次のとおりです。
θ = 10.8 M D N / (E d⁴)
この式は、バネ定数の式の逆関数です。与えられたトルクに対してスプリングがどれだけ回転するかを示します。自動車のドア ヒンジやウィンドウ レギュレーターなどの用途では、各トルク レベルでの正確な偏向角を知ることが機構のパッケージングに重要です。
トーション スプリングに特有の機能の 1 つは、スプリングが巻いたり緩んだりするとコイルの直径が変化することです。閉じる方向(コイルが締まる方向)に巻くと、平均直径は減少します。新しい平均直径 D₂ は次のとおりです。
D₂ = D₁ N / (N θ/360°)
90°回転する 8 個のアクティブ コイルを備えたスプリングの場合、D₂ = D₁ × 8 / 8.25 = 0.970 × D₁ — 3% の削減になります。スプリングがマンドレル上で動作する場合、設計者は D2 が適切なクリアランスを確保していることを確認する必要があります。最大たわみでの干渉は、致命的なトルクスパイクと早期故障を引き起こします。標準的な設計手法では、少なくとも次のことを維持します。 たわんだコイル内径とマンドレル外径の間のクリアランス 10% .
材料の選択は、ねじりバネの設計と切り離すことができません。ワイヤは、ねじりバネ機械の成形能力との互換性を維持しながら、動作温度範囲全体で必要な引張強度、耐久限界、および耐食性を提供する必要があります。
| ワイヤーグレード | 引張強さ(d=2mm) | 最高温度 (°C) | 一般的な使用方法 |
|---|---|---|---|
| 硬絞り (ASTM A227) | 1,380~1,650MPa | 120 | 汎用静荷重 |
| ミュージックワイヤー (ASTM A228) | 1,720~2,060MPa | 120 | 高サイクル疲労、精度 |
| 302/304 ステンレス (ASTM A313) | 1,550~1,860MPa | 260 | 腐食性環境 |
| 316 ステンレス (ASTM A313) | 1,480~1,790MPa | 315 | 海洋、化学物質への曝露 |
| クロムシリコン (SAE 9254) | 1,930~2,140MPa | 245 | 高いストレス、高温 |
| インコネル718 | 1,240~1,380MPa | 600 | 航空宇宙、ガスタービン |
ほとんどの産業用アプリケーション (ドア ヒンジ、ラッチ、リトラクター、電気コネクタなど) ミュージック ワイヤー (ASTM A228) がデフォルトの選択です 。その高い引張強度と一貫した表面品質により、極限引張強度の 70% までの応力レベルで 500,000 サイクルを超える疲労寿命がサポートされます。硬伸線はコストが 10 ~ 15% 安くなりますが、表面仕上げが粗く、引張強度のばらつきが大きいため、静的用途や低サイクル用途により適しています。
クロムシリコン ワイヤは高価ではありますが、動作温度が 200 ~ 240°C に達し、応力緩和を最小限に抑える必要がある自動車のバルブ スプリングやブレーキ リターン スプリングには標準的な選択肢です。また、硬度が高いと工具の摩耗が促進されるため、ねじりバネ機械にとってはより要求が厳しくなります。これは、設計レビュー中にメーカーと話し合う要素です。
リン青銅とベリリウム銅は、機械的性能とともに導電性が重要となる電気コネクタのスプリングに使用されます。特にベリリウム銅は、高価ではありますが、1,400 MPa に近い引張強さを達成し、優れた耐ヘタリ性を維持するため、長い耐用年数にわたってトルク許容差が厳しい精密機器に適しています。
ねじりバネの端部構成 (脚の形状、脚が嵌合部品と接触する場所、および脚がどのような形状に従うか) は、アクティブなコイルの有効数、脚と本体の接合部での応力集中、ねじりバネ機械が現実的に形成できるものという 3 つのことに直接影響します。
アクティブなコイルの有効数 N_a には、レッグからの寄与が含まれます。真っ直ぐな脚の場合、標準的な近似ではボディ コイルの数に L/(3πD) が追加されます。ここで、L は両脚の合計長です。平均コイル直径が 20 mm で 30 mm の脚が 2 つあるスプリングの場合、約 30/(3π×20) ≈ 0.16 個のコイルが追加されます。これは、厳しいバネレート公差 (±5% 以上) が必要な場合、小さいですが簡単ではない補正です。
この補正を無視すると、系統的なバネ定数エラーが発生し、初品検査中に明らかとなり、コイル数の調整と追加の CNC ねじりバネ機械のセットアップ時間が必要になります。
トーション スプリング マシン、特にトーション スプリング機能を備えた CNC コイリング マシンは、コイリング マンドレルの周りでワイヤを曲げることによってワイヤを形成し、同時に脚と端部の形状を成形します。工具を切断する前の設計段階で、機械ができることとできないことを理解することが重要です。
標準的な CNC ねじりバネ機械は、機械クラスに応じて約 0.10 mm ~ 16 mm の線径を処理します。エントリーレベルの CNC コイラーは 0.3 ~ 3.5 mm をカバーします。重工業機械は 3 ~ 16 mm のワイヤを扱います。スプリング インデックス (D/d) は、ほとんどの本番稼働では実質的に 4 ~ 16 の間に制限されます。
ねじりばね機械製造のスイートスポットは次のとおりです。 C = 6 ~ C = 12 成形力は管理可能であり、工具の摩耗は予測可能であり、高い生産速度で寸法公差を達成できます。
Wafios、Numalliance、Simplex などの最新の CNC ねじりバネ機械は、4 ~ 8 つの制御軸で動作します。主な機能は次のとおりです。
自由角度 (無負荷状態での 2 本の脚の間の角度) は、制御が最も難しいパラメータの 1 つです。 ±3° ~ ±5° の自由角度公差が標準の生産能力です。 ±1° ~ ±2° は、高級 CNC ねじりバネ機械とプロセス認定を使用することで達成可能ですが、1 個あたりのコストが高くなります。 設計者は、考えられる最も厳しい公差ではなく、実際に必要な最も厳しい公差を指定する必要があります。自由角公差を過剰に指定すると、製品の機能が改善されずに部品コストが 2 倍または 3 倍になる可能性があります。
成形後、プリハードン ワイヤ (ミュージック ワイヤ、硬伸線、ステンレス) で作られたねじりバネは、低温で応力除去ベークが行われます (通常は 175 ~ 230°C で 20 ~ 30 分間)。これにより、コイリング中に発生する残留応力が軽減され、自由角が安定し、使用時のヘタリが軽減されます。クロムシリコンおよびクロムバナジウムスプリングは、焼き鈍しされたワイヤから形成され、コイル巻きした後に最終硬度まで油焼き入れおよび焼き戻しされます。これにより、材料特性をより詳細に制御できますが、ねじりスプリング機械ラインで追加のプロセスステップが必要になります。
熱処理後に適用されるショットピーニングは、ワイヤー表面に圧縮残留応力を誘発し、疲労耐久限界を向上させます。 20~30% 逆曲げで動作するスプリング用。高サイクル用途 (500,000 サイクル以上) のトーション スプリングの場合、部品コストに 15 ~ 25% 追加されるにもかかわらず、ショット ピーニングがほとんどの場合指定されます。これは、代替手段である現場での疲労破壊の方がはるかに高価であるためです。
疲労破壊は、周期的な荷重がかかったねじりばねの主な破壊モードです。これは、コイルの内側表面 (曲率により曲げ応力が最も高くなる場所) または脚と本体の接合部 (応力集中点) で始まります。疲労寿命を予測するには、応力振幅と平均応力の両方を理解する必要があります。
修正グッドマン基準は、許容応力振幅 σ_a を平均応力 σ_m に関連付けます。
σ_a / S_e σ_m / S_ut = 1
ここで、S_e は耐久限界、S_ut は極限引張強さです。ミュージックワイヤーの場合、研磨試験片の場合は S_e ≈ 0.45 × S_ut です。標準的な表面品質の生産ワイヤの場合、表面仕上げ補正係数により、これが約 0.35 ~ 0.38 × S_ut に減少します。
ガーバー放物線は、高い平均応力レベルでの経験的なばね疲労データによりよく適合するため、グッドマン線の代替として使用されることがあります。ただし、グッドマンは依然としてより保守的であり、安全性が重要なアプリケーションに好まれます。
実際のねじりバネ設計では、次の応力比目標により信頼性の高い疲労性能が得られます。
これらの目標は、Wahl 係数を使用して応力補正された式を使用して計算する必要があります。曲率補正を行わずに公称曲げ応力方程式を適用すると、バネ指数に応じて実際のワイヤ応力が 15 ~ 35% 過小評価されます。これは、ハイサイクル設計では致命的な誤差となる可能性があります。
持続的な荷重がかかったねじりバネは、永久歪み、つまりワイヤ材料のクリープにより時間の経過とともに自由角度が永久に変化する現象を引き起こす可能性があります。永久歪みは温度に依存し、炭素鋼ワイヤの場合は 100°C を超えると顕著になります。室温で 1,000 時間にわたって 2% 未満に設定される最大許容持続応力は、ミュージック ワイヤーの場合は S_ut の約 65%、クロム シリコンの場合は 70% です。
スプリングが圧縮位置に保持される用途 (多くの自動車や家電製品の機構など) の場合、設計者は最大たわみ時の持続応力がこれらの制限を超えていないことを確認する必要があります。これを怠ると、製品の耐用年数にわたってトルクが減衰することになります。現場でよくある苦情は、トーション スプリングの設計ミスに直接遡ります。
ねじりバネの図面上で公差を指定することは、技術的な判断が製造コストと交差する部分です。標準の生産能力よりも公差が厳しくなるたびに、追加のプロセス制御、検査頻度の増加、またはトーション スプリング機械のサイクル タイムの低下が必要になり、これらすべてがコストを増加させます。
| パラメータ | 標準公差 | 厳しい許容範囲 (プレミアムコスト) |
|---|---|---|
| 線径 | ASTM ワイヤ規格による (通常 ±1 ~ 2%) | ±0.5% (認定されたワイヤロットが必要) |
| 平均コイル直径 | ±2~3% | ±1% |
| コイル数 | ±0.25コイル | ±0.1コイル |
| フリーアングル | ±5° | ±2° |
| バネレート | ±10% | ±5% |
| 試験角度でのトルク | ±10% | ±5% |
| 脚の長さ | ±1.0mm | ±0.5mm |
| 本体長さ(クローズドコイル) | ±0.5mm | ±0.2mm |
正しく指定するために最も重要な公差は、単独のバネ定数ではなく、定義されたテスト角度でのトルクです。特定の角度でのトルク許容差は、製品の機能により直接的に関係しています。これにより、製造業者は、アセンブリにとって重要な移動途中の点でスプリングが何を提供しなければならないかが正確にわかります。自由角が異なる場合、バネレートだけではわかりません。
一般的かつ効果的なアプローチは、(1) 最小作動角でのトルク、(2) 最大作動角でのトルク、(3) 許容範囲が広い自由角を指定することです。この機能仕様により、ねじりばね機械のオペレータは、アセンブリ内でばねが正しく機能することを確認しながら、成形プロセスを最適化する最大限の自由が得られます。
ねじりばねの図面では、常に以下を指定する必要があります。
図面から風向きを省略することは、ねじりばねの調達において最も一般的でコストのかかる間違いの 1 つです。閉じる方向に巻かれた右側のトーション スプリングは、閉じるときに増加するトルクを生成します。アセンブリが左側のスプリングからの閉じるトルクを必要とする場合、機構は逆に動作するか、まったく動作しません。
故障モードを理解することは事後エンジニアリングではなく、設計へのインプットです。各障害モードは、障害を防止または軽減できる特定の設計上の決定に対応しています。
ねじりバネにおける最も高い曲げ応力は、曲率効果 (ワール係数によって捉えられる) により、各コイルの内側ファイバーで発生します。疲労亀裂はここで発生し、ワイヤ直径を横切って伝播し、突然の破断を引き起こします。予防戦略:
セットは時間の経過とともに自由角の減少として現れ、作動角で伝達されるトルクが減少します。根本的な原因は、動作温度における材料の弾性限界を超える持続的な応力です。予防: 炭素鋼の持続応力を 65% S_ut 未満に保つか、プリセット スプリング (好ましい残留応力を誘導するために製造中に最大作動角を超えて事前にたわませる) を使用するか、より優れた耐緩和性を備えた高合金ワイヤを指定します。
スプリングが閉じる方向にたわむと、コイル内径が減少します。クリアランスが不十分な状態でスプリングがマンドレルに取り付けられている場合、コイルがマンドレルに接触し、摩擦、熱、および予測できないトルク スパイクが発生します。ひどい場合には、スプリングがマンドレルに完全に食い込んでしまいます。修正方法は設計上簡単です。直径変化公式を使用して最大たわみ時の最小コイル内径を計算し、マンドレル外径が少なくとも 10% 小さくなるようにします。ただし、これには設計者が設計段階で最大動作角を知っている必要があります。
コイル本体からストレートレッグへの移行は、応力集中を引き起こす幾何学的不連続部です。大きさは曲がりの鋭さによって異なります。 脚の付け根での最小曲げ半径は 1.5d にするのが適切な設計方法です。 — これより小さい半径は応力集中係数を劇的に増加させます。ねじりバネ機械が脚を形成するとき、オペレータはこの最小半径が達成されるように工具を調整します。設計者が脚の付け根に鋭い角を描いた場合、機械は鋭い角を生成し、疲労破壊は応力解析で予測されるコイル本体ではなく、その場所で発生します。
最も効率的なトーション スプリングの設計は、エンジニアとスプリング メーカーの間で共同開発されます。具体的には、図面が完成する前の、設計プロセスの初期段階でトーション スプリング マシンを操作するチームが関与します。
メーカーに提出する必要がある DFM の主な考慮事項:
ばねメーカーを純粋な商品サプライヤーとして扱い、議論することなく完全な図面を提供するエンジニアは、常に次善の結果しか得ません。ねじりばね機械チームを設計レビューに参加させるエンジニアは、生産量でより製造が容易で、一貫性が高く、より安価なばねを入手できます。
ねじりバネの設計原則は業界ごとに異なります。ここでは、アプリケーション コンテキストがどのように設計上の決定を形成するかを示す具体的な例を示します。
一般的な仕様: トルク 8 ~ 12 N·m (75°たわみ時) 、サイクル寿命 500,000、動作温度 -40 °C ~ 80 °C。ワイヤー直径 4 ~ 6 mm、クロムシリコン合金、ショットピーニング、リン酸亜鉛コーティング。ドアの戻り止めの感触は中間チェック位置 (通常 30 ~ 45°) でのトルクの変化に敏感であるため、トーション スプリング マシンは±3° までの一貫した自由角を生成する必要があります。これらのスプリングは年間数十万個という大量生産されるため、専用のトーション スプリング工作機械と 100% の部品での工程内トルク テストが正当化されます。
一般的な仕様: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
外科用器具および埋め込み型デバイスの機構には、316L ステンレス鋼または MP35N 合金で作られたねじりバネが使用されます。一般的なトルク許容差は ±3 ~ 5% です。すべてのスプリングは全数検査されます。トレーサビリティ要件とは、各製造ロットが特定のワイヤ熱番号とねじりバネ機械のバッチ記録にリンクされていることを意味します。これらの要件はコストを大幅に増加させますが、規制環境を考慮すると交渉の余地はありません。ワイヤの直径は、用途に応じて通常 0.25 mm ~ 2.0 mm の範囲です。
住宅用ガレージドアのねじりバネは大きく (ワイヤー直径 4 ~ 8 mm、平均コイル直径 50 ~ 75 mm)、 10,000~30,000サイクル 人生の。それらは中央のシャフトに反対側のペアで巻かれ、ドアの重量のバランスをとります。バネ定数はドアの重量と高さに ±10% 以内で一致する必要があります。そうしないと、ドアのバランスが正しく取れなくなります。これらのばねは、工業用の大型ねじりばね機械で大量に生産され、日用品として販売されており、最も一般的な家庭用ばねの故障の 1 つです。設計が不十分だからではなく、サイクル寿命を制限するコスト目標に合わせて設計されているためです。
設計プロセスを構造化されたワークフローにまとめることにより、変更のコストが高くつく開発後半で繰り返しを行うというよくある間違いを防ぐことができます。
この手順に従うことで、最も高価な種類のばね設計エラーを一貫して回避できます。つまり、ばね設計を変更すると、ねじりばね機械のセットアップの再認定が必要になり、場合によっては嵌合部品の再設計が必要になる場合、アセンブリの検証中に寸法や性能の問題が発見されます。

TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
詳細を見る
TK-13200、TK-7230 TK-13200、TK-7230 12軸CNCスプリングコイリングマシン ...
詳細を見る
TK12120 TK-12120 12 軸 CNC スプリングコイリングマシン ...
詳細を見る




 言語
言語  中国語簡体
中国語簡体


