矯正構造:矯正機構の位置は、フィードフレームとフィードローラーの間にあります。 2組の矯正ローラーで構成されています。矯正システムの目的は、鋼線の元々の曲げ変形を排除することです。スプリングワイヤーは真っ直ぐにした後、真っ直ぐにすることができます。を助長する成形機械に ワイヤースプリングマシン 巻きばねの精度を向上させます。
送り構造:これは、ワイヤーターニングスプリングマシンによって推進されるスプリングワイヤーを運ぶための装置です。鋼線をプレスするのは、1対または2対の送りホイールです。それは、送りホイールの回転によって駆動される送りホイールシャフト上のギアを駆動する扇形の不完全なギアによって完成されます。ワイヤーはまっすぐに進み、送り長さは送りホイールの円周であり、ばねの長さです。送りホイールの回転数で決定できます。
減速構造:ばねを巻くときのばねの外径の制御機構です。この装置は、2本のエジェクタロッドと、エジェクタロッドを駆動する減速カムで構成されています。回転ばね機械が凸状の円錐台などの減速ばねを製造する場合ばねの前後の2つのボルトと上部ジャッキを緩めて、ジャッキがツールホルダー内で前後に伸縮して外側を変更できるようにします。ばねの直径。ジャックは還元カムによって駆動され、さまざまな還元スプリングを生成する目的を達成します。
ピッチチェンジ構造:スプリングピッチを制御する機構です。通常、ワイヤーターニングスプリングマシンの構造は2種類あります。 1つはピッチナイフと可変角度カムで構成されています。可変カムはスプリングの有効回転数を制御するためのものであり、ピッチナイフの下のボルトがスプリングの高さを調整します。 2つ目は、コネクティングロッドをカムで駆動することです。これにより、ピッチナイフが機械から押し出され、ピッチの大きいばねがより適切に推定されます。
切断構造:巻線と成形の後、鋼線の切断は、ばねの落下の最後の処理アクションです。ばねを切ると、ナイフと芯で完成します。これがばね加工の最終成形の加工構造です。


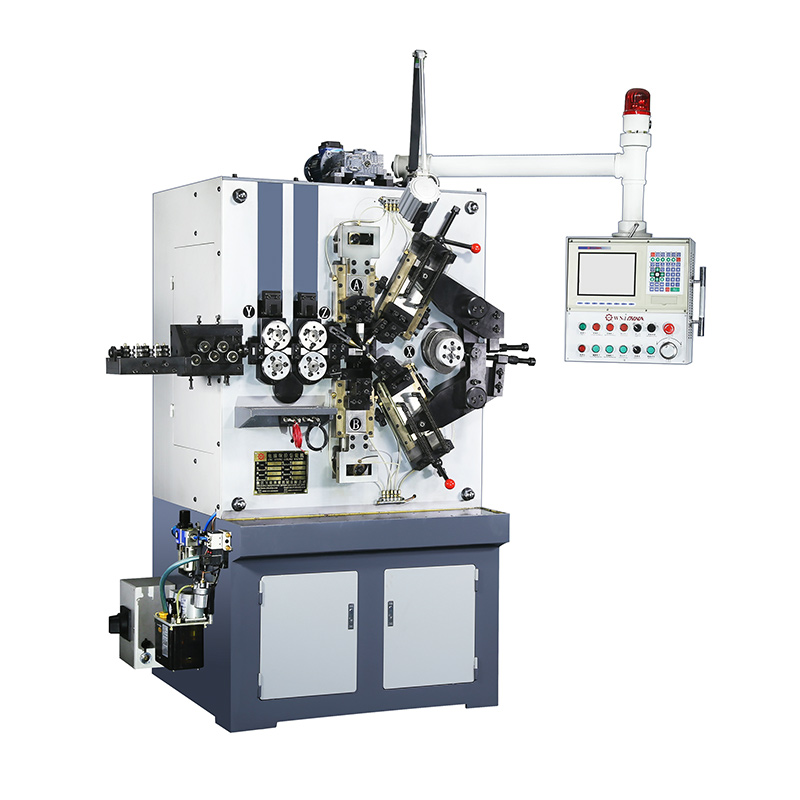
TK-208A / TK-208B タイプTK-208A/TK-208BCNCスプリングコイリングマシン TK-208......
詳細を見る3



 言語
言語  中文简体
中文简体

