一般に圧縮ばねとして知られている圧縮ばねは、使用圧力を受けるコイルばねです。原材料の断面はほとんどが環状で、長方形のフレームまたは多芯鋼でも作られています。圧縮ばねのコイルには必要なクリアランスがあり、これはピッチ/歯ピッチと呼ばれ、通常は等しいピッチです。外力を受けると、バネがつぶれて変形し、変形エネルギーを蓄えます。圧縮ばねの外観の鍵は、円筒形、円錐形、凸形、凹形、および少量の非円形です。
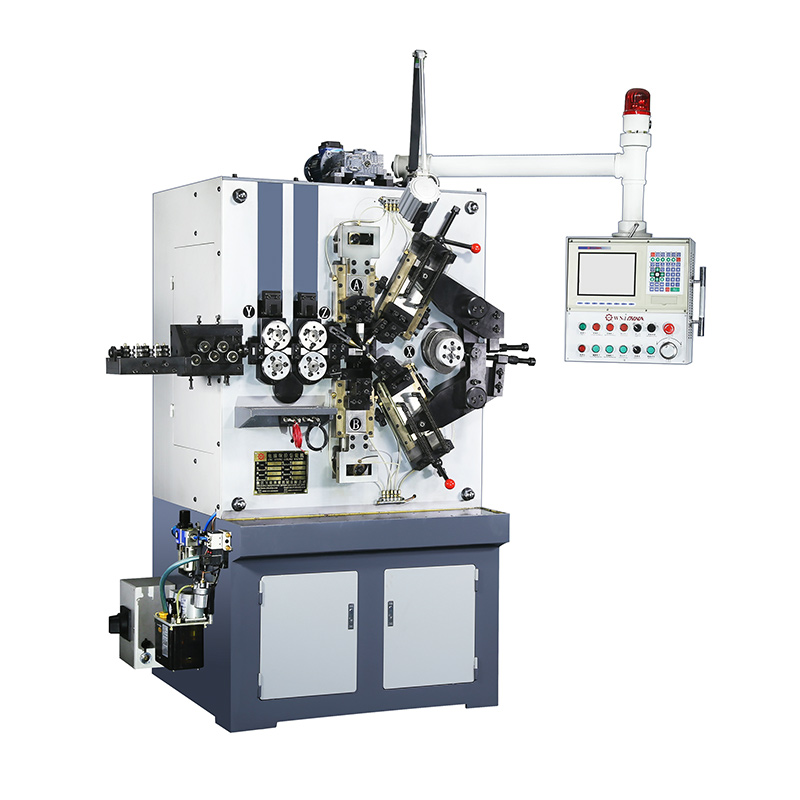
圧縮のために
春機 、その主要な製品の技術的パラメーターには、ワイヤーの直径、直径、ピッチ、長さ、破断平面度、バリが含まれます。相対圧縮ばね機を使用する方が賢明です。圧縮ばね調整の全プロセスで、各主要パラメータの精度をどのように制御しますか?重要なのは、複数のレベルを提供することです。
① 装備特性規定。この段階では、多くのスプリング マシン メーカーが市場に出回っています。さまざまなメーカーが CNC スプリング マシンを製造しており、ハードウェアとソフトウェアのパフォーマンスの向上も異なります。
②作業服の金型品質規定。スプリングマシンの作業服金型の品質は、ワイヤフィーダー、送電線プレート、カーブゲージ、ホブ、ピッチナイフなど、スプリングの品質と作業効率の主要なパラメーターによって直接決定され、メーカーのモデルプラスは一般的にすべての金型の標準構成、異なるメーカーによって作られた金型の品質は異なります。
③使用電線の品質規定。各スプリング製品には、ワイヤに必要な規制があります。同じばねが異なる組成の異なるワイヤを使用している場合、表示される主な物理的特性は異なります。したがって、異なる組成のワイヤの使用は、成形後のばね製品の実際の品質効果を決定します。
④従業員の技術水準を調整する。この段階では、中国で人気のあるコンピュータ スプリング マシンは、実際の操作に人的要因が関与する必要があります。キーは製品の調整に関連しています。ばね製品を調整した後、装置は動作し続けることができます (故障を超えた一般的な問題)。設備調整の全過程において、特殊工具の配布と金型の研削と研磨は、スプリングマシンマスターの最も重要な作業です.






 言語
言語  中文简体
中文简体

